齿条加工时定额和提高生产率的方法!
工时定额(To):包括基本时间(Tb),辅助时间(Ta),技术服务时间(Tc),组织服务时间(Tg),休息和生理时间(Tn),是指在一定生产条件下制定齿条的完成单件产品(如个零件)或某项工件(如一个工序)所必须消耗的时间,其中:Tc+Tg+Tn=(Tb+Ta)*β则工时定额To=(Tb+Ta)*(1+β)劳动生产率:劳动生产率一般通过时间定额来计量。是指个人在单位时间内制造齿条的合格产品数量,
施工升降机齿条报废或是指制造单位产品所消耗的劳动时间。
齿轮加工和装配时啮合冲击性
一对齿轮加工完成时,齿轮在啮合过程中,由于轮齿受力后必将产生一定程度的弹性变形,故每当一只轮齿啮合上时,原来啮合的轮齿的载荷就会相对减少,它们就会立即向着载荷位置恢复变形,从而给齿轮体一个切向加速度,再加上原有啮合轮齿在受载下的弯曲变形和齿轮制造误差,使轮齿从啮入到啮出的整个过程中不能得到理论齿廓的平滑接触而发生碰撞,形成所谓的啮合冲击力,施工升降机齿条报废齿轮在这种激励作用下,也将激发起齿轮的圆周振动,径向振动,轴向振动,从而产生出噪声并通过空气及固体媒介传播出去,因而齿轮啮合过程中所产生的接线冲击力和啮合冲击力使一对传动齿轮产生的振动,称为辐射出噪声的主要原因。 在描述产生齿轮振动和噪声的机理时,可以把齿轮视为一个弹簧-质量块振动系统,把轮齿视为弹簧,而把齿轮提当作质量,节线冲击力和啮合冲击力可视为外力,从而导致齿轮产生圆周方向的振动,又通过轴系,轴承诱使齿轮产生径向和轴向振动,这三个方向的振动通过轴,轴承及轴承座传至齿轮箱,引起箱壁振动,甚至诱发整个装置产生振动,辐射到空气中成为齿轮箱噪声。
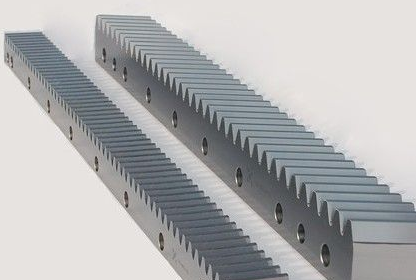
加工长齿条的好处有哪些?
使用长齿条加工的好处:减少节距误差、齿条数量少、节省齿条的安装时间、施工升降机齿条报废齿条接头少。使用长齿条可减少齿条节数,从而减少安装时间。齿条接头也相应减少,避免引起轴内的误差。以下安装实例分别使用了长度为0.5m、1m、2m的齿条,比较这三种情况,可以看出使用长齿条的优势。行程长度:6m,齿条接续安装齿条与齿条接头处的误差 <0.020mm使用3根2m的淬火磨削齿条:每根齿条的节距误差是 GTf/2000=0.047mm总节距误差:3*0.047(齿条根数)+2*0.020(齿条接头数)=0.181mm安装要求:所需螺母:3*16=48,齿条接头:2, 定位销:0使用6根1m的淬火磨削齿条:每根齿条的节距误差是 GTf/1000=0.036mm总节距误差:6*0.036(齿条根数)+5*0.020(齿条接头数)=0.316mm