全国咨询热线
全国咨询热线

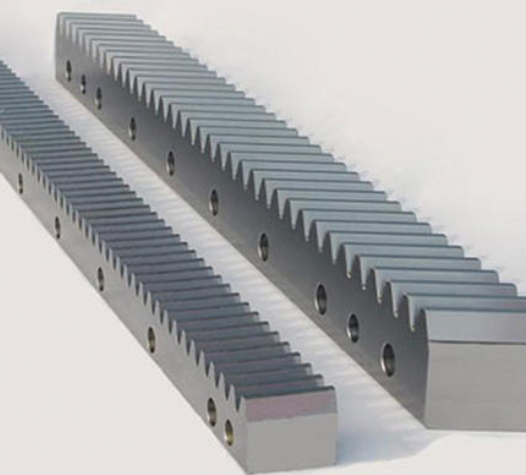
齿条加工的环节成分
齿条刀具的全部齿形参数———齿距、齿厚、全齿高、螺旋角、后角、齿形角等均通过该工序一次成形。齿条接纳接刀工艺技巧可降低大尺寸齿条刀具的加工难度,拓展线切割机床的有用加工局限。由于被加工齿条刀具的长度较大,且加工时为片面夹持,夹紧方向随螺旋角的不同而变更,与水平面不垂直,因此对夹具的刚性要求较高。 线切割机床的上、圆柱齿条加工下喷嘴是按程序编制的加工轨迹挪动,喷嘴周围有较大空间,因此可凭据程序的加工方向将齿条刀具的一端固定在加工路程内,另一端置于喷嘴旁的闲暇处,当加工完刀具的L1段后,松开夹具,将工件在夹具定位面中沿X轴方向斜向挪动,使刀具的L2段彻底进入可加工局限内并夹持紧固,然后通过测量已加工出的基准面找出第二段加工程序的起割点,通过执行第二段加工程序,即可实现整把齿条刀具的线切割加工。 由于第2段加工程序是以第1段加工程序的加工面作为参考基准,因此即便存在加工误差,也可保持误差方向的一致性,减小加工误差的影响。在加工实际中发现,如以第1段程序加工出的前一齿侧面作为测量基准结果更好,由于该面也是设计基准面,如将其作为测量基准面,则可保证基准重合。工件挪动时应保持方向固定,因此对夹具定位精度的要求也较高。在计较挪动距离时,则应考虑电极切割丝与该基准面非垂干脆触惹起的测量误差,应将距离换算为X轴方向后再挪动至起割点。
齿条的加工技巧
对付齿条的高硬度和高精度停止加工,特别是针对付齿条资料的热处置、圆柱齿条加工齿形加工和堆焊铜层,应当只管即便对齿条的齿形停止两次的热处置和两次切割。 次的热处置主若帮助齿条的资料打消内应力,紧接着就是停止次的齿形切割,在齿形切割的时候应当预留出1-2毫米的余量;第二次对齿形停止热处置主若为了使得齿形到达硬度要求,紧接着会对齿条停止堆焊铜层的处置,待磨好外圆以后,应当停止第二次的切割,担保这一次的齿条和外圆的轴线像对应。 经过历程对齿条的两次热处置和两次的线切割的瓜代加工处置,能够使得齿条的料淬透性停止进一步的进步,使之到达相应的硬度要求,同时还能够或许担保齿形的精度
升降机齿条日常保护工作有哪些?
伴随着社会经济发展的发展趋势,齿条升降机商品的使用如今而言是十分的普遍,圆柱齿条加工无论是加厂家厂地或者许多货运物流层面都都得了普遍的应用,但是无论哪些机械装备都是有一定的常见故障,齿条升降机油缸内泄,搜检或更换油缸部件。齿条升降机油位过低、进液滤油器阻塞加满油,清理滤油器。调速阀工作压力调整不符合划定,调节工作压力到划定值。齿条升降机液压换向阀扣紧或内泄搜检或更换阀部件。齿条升降机供油泵有弊端,搜检或更换泵。
Copyright © 2020-2022 章丘宏富达物资有限公司 All Rights Reserved. 备案号:鲁ICP备2020035380号-1 技术支持:北斗策划
