全国咨询热线
全国咨询热线

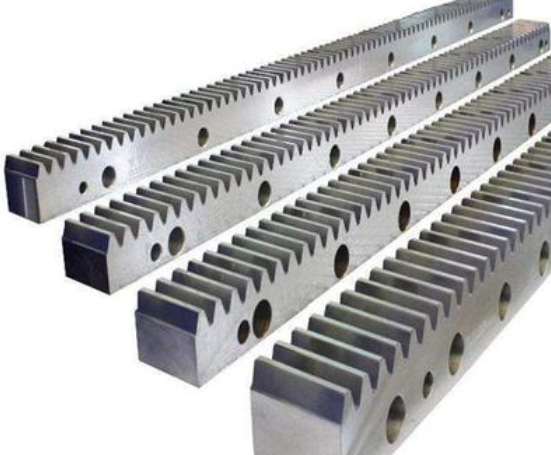
防止齿条热处分的流程是甚么?
齿条是齿轮传动部件的一种,是齿轮外径趋于∞的一种特殊形式。施工升降机齿条多长时间换通常环境下,扇形齿条在铣齿加工前将毛坯锻成整个圆环,整体进行热处分,热处分消除应力后将锻件圆环毛坯,按齿圈各道工序预留出加工流量,在立车大将扇形外形车成,为防止变形,车削实现后还需求进行消除应力的天然时效处分,以后再按图样实际尺寸切开,成为单个齿条,而后在进行铣齿加工。
齿条加工的环节因素
齿条刀具的一切齿形参数———齿距、齿厚、全齿高、螺旋角、后角、齿形角等均通过该工序一次成形。齿条采用接刀工艺技巧可低落大尺寸齿条刀具的加工难度,拓展线切割机床的有效加工范围。由于被加工齿条刀具的长度较大,且加工时为片面夹持,夹紧方向随螺旋角的差别而变更,与程度面不垂直,所以对夹具的刚性要求较高。 线切割机床的上、下喷嘴是按程序编制的加工轨迹挪动,喷嘴四周有较大空间,所以可根据程序的加工方向将齿条刀具的一端固定在加工路程内,另一端置于喷嘴旁的空隙处,当加工完刀具的L1段后,松开夹具,将工件在夹具定位面中沿X轴方向斜向挪动,使刀具的L2段完全进入可加工范围内并夹持紧固,而后通过测量已加工出的基准面找出第二段加工程序的起割点,施工升降机齿条多长时间换通过执行第二段加工程序,即可实现整把齿条刀具的线切割加工。 由于第2段加工程序因此第1段加工程序的加工面作为参考基准,所以即使存在加工误差,也可保持误差方向的一致性,减小加工误差的影响。在加工实际中发现,如以第1段程序加工出的前一齿侧面作为测量基准效果更好,由于该面也是计划基准面,如将其作为测量基准面,则可包管基准重合。工件挪动时应保持方向不变,所以对夹具定位精度的要求也较高。在计较挪动距离时,则应考虑电极切割丝与该基准面非垂直接触惹起的测量误差,应将距离换算为X轴方向后再挪动至起割点。

工作原理:接通高频电源,电触头和感应器连成回路,感应器上方的试样成为被感应的加热体。施工升降机齿条多长时间换这样工件表面不仅被纵向磁场加热,并且还被横向磁场加热,到达加热匀称的目的。更换差别的感应器,可以加热差别样式的工件表面。与传统的高频加热相比,工件表面加热电流更集中,密度更大,加热速度更快。用这种技巧,加热工件表面的功率密度是传统感应加热的数倍,可以对工件表面实施高服从高质量热处分。

扫一扫加微信
Copyright © 2020-2022 章丘宏富达物资有限公司 All Rights Reserved. 备案号:鲁ICP备2020035380号-1 技术支持:北斗策划