全国咨询热线
全国咨询热线

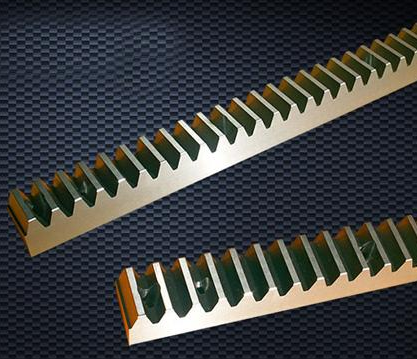
齿轮的加工方法有哪些齿轮的加工产品分类
是一种齿轮精加工用的金属切削 齿轮加工方法包含成型法和展成法。成型法即是直接使用齿轮成型铣刀将齿谷铣出,好处是能在铣床上就能获得齿轮,在装备受限制的环境下考虑。缺点很多,为了削减刀具的数量而将齿数分段,在一段齿数内用一把刀,从而齿型会带来系统误差。展成法是行使刀具和齿轮形成展成运动,来加工齿轮。要紧有滚齿和插齿,滚齿是模拟蜗杆齿轮啮合来加工的。施工升降机齿条规格插齿是用模拟两个齿轮啮合来加工的。滚齿用的多,因为滚齿的滚刀的齿形是直线的,利便加工,而插齿的刀具即是一个铲背了的齿轮,齿形是渐开线,加工起来没这利便。但插齿能用在少许滚齿不可以加工的位置上,如内齿和退刀距离过短的双联或多连齿轮。在齿轮的精加工有剃齿和磨齿。
齿条磨齿机几大环节技术

1)因齿条的特殊性,磨齿砂轮普通较宽,一次磨削多个齿槽,此时,磨削负载较大,需求机床刚性足够好,主轴功率足够大。
2)工作台面足够宽,可以实现一次装夹加工多根齿条,这也要求机床具备足够的刚性。
3)采用单片小圆角金刚滚轮,可以满足任意模数,任意齿面要求(有无倒角、非标齿条等)施工升降机齿条规格齿条砂轮的自动修整,极大地降低了用户使用老本和操纵难度。
2、AE技术 AE技术实际上是一种声发射传感器的使用,通过AE技术可以实现工件的自动对中,加工自动余量检验与加工余量分派等,另外AE也是防止撞机的重要技术手段。
3、动平衡技术 动平衡是所有磨削类机床通用的技术,砂轮主轴动平衡欠好,会直接影响工件磨削精度,会造成机床加工振动大,磨削精度差。
4、在机检验技术 通过在机检验可以疾速输出检验报告,并可根据检验后果进行赔偿加工,极大的缩短了由加工——三坐标检验——调整机床——再加工的过程。
5、智能化的工艺软件 机床操纵工非常关注的是机床的易用性,磨齿机必须具备直观易操纵的人机界面、智能化的防错机制与智能化工艺操纵流程。
防止齿条热处分的流程是甚么?
齿条是齿轮传动部件的一种,是齿轮外径趋于∞的一种特殊形式。通常环境下,施工升降机齿条规格扇形齿条在铣齿加工前将毛坯锻成整个圆环,整体进行热处分,热处分消除应力后将锻件圆环毛坯,按齿圈各道工序预留出加工流量,在立车上将扇形外形车成,为防止变形,车削实现后还需求进行消除应力的天然时效处分,以后再按图样实际尺寸切开,成为单个齿条,而后在进行铣齿加工。
Copyright © 2020-2022 章丘宏富达物资有限公司 All Rights Reserved. 备案号:鲁ICP备2020035380号-1 技术支持:北斗策划
