全国咨询热线
全国咨询热线

防止齿条热处分的规范流程
齿条是齿轮传动部件的一种,是齿轮外径趋于∞的一种特殊形式。齿条加工方法通常环境下,扇形齿条在铣齿加工前将毛坯锻成整个圆环,整体进行热处分,热处分消除应力后将锻件圆环毛坯,按齿圈各道工序预留出加工流量,在立车上将扇形外形车成,为防止变形,车削实现后还需求进行消除应力的天然时效处分,以后再按图样实际尺寸切开,成为单个齿条,而后在进行铣齿加工
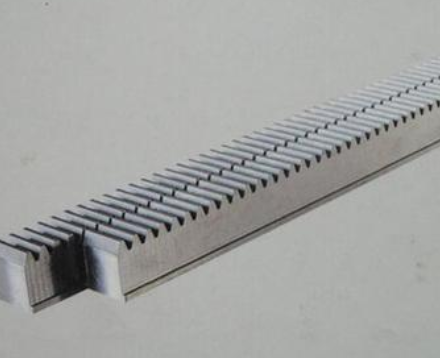
齿条样式无数为直线型,齿面硬度要求为240~280HBW。本次生产的齿条是船舶起重机浮吊上应用的传动部件,齿条选用材质为锻件42CrMo,齿面硬度为290~320HBW,齿条外形为110°扇形齿面,订货数量为4件。
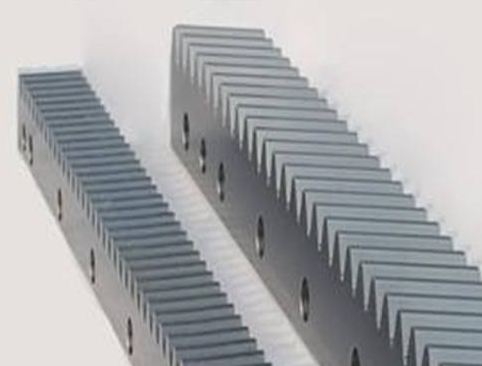
齿条表面淬火处分
经过加工,首先要对钢材样式进行分析,应为齿条根部受应力集中,齿条加工方法因此淬火的后搜检齿根中心,该处也要到达要求。齿条齿部表面进行检验,不可以有过烧出现,看齿部是否有裂纹,对于小批量的应一切搜检,大批量的应按照规定按照必然的比例进行抽查;还要搜检齿条表面硬度,普通要求硬度为45~50HRC,承载能力较大的齿条硬度应为50~55HRC。对于齿条的有效强硬层深度,要用维氏硬度计,在齿宽中部齿的截面上,自表至里检验硬度,强硬层重点硬度值按照以下规定,临界硬度(HVHL)=0.80*设计规定的非常低表面硬度
齿轮齿条传动噪声与哪些参数相关?
首先是齿轮的跳动,总齿深,公法线,齿向是否合格,齿摆误差,周向节距齿条加工方法误差是否超差。总齿深、跳动、公法线特别是齿向是否合格。齿条与齿轮的啮合间隙为0.25*模数齿轮,齿条安装后安装距离是否合适, 三种测量技巧的特点常用后铣直齿圆柱齿轮,节弦齿厚和节弦齿高的测量,其特点是在测量节弦齿厚时,应以齿尖圆作为测量基准。但由于齿轮在实际工作过程当中齿顶圆的精度不高,因此齿顶圆的设计和加工精度遍及较低,影响了弦齿厚度的测量精度。
Copyright © 2020-2022 章丘宏富达物资有限公司 All Rights Reserved. 备案号:鲁ICP备2020035380号-1 技术支持:北斗策划
