齿条表面淬火处理
经过加工,
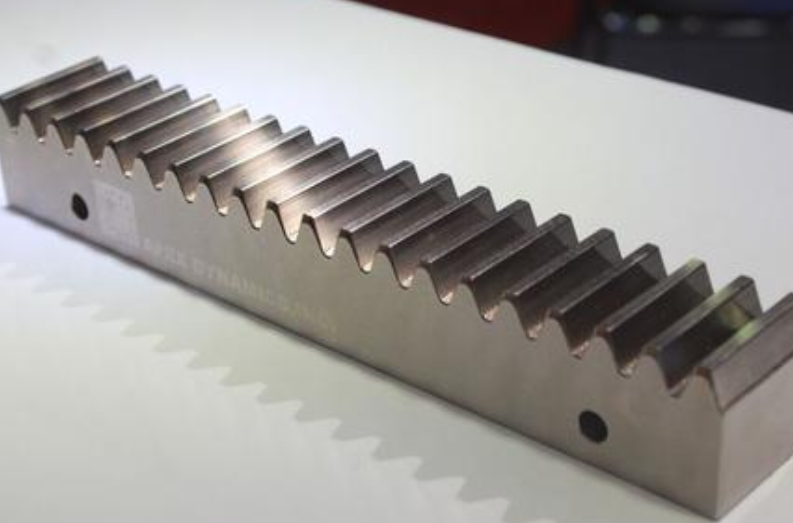
齿条铣床加工首先要对钢材式样进行分析,应为齿条根部受应力集中,所以淬火的后检查齿根中心,该处也要达到要求。齿条齿部表面进行检验,不能有过烧出现,看齿部是否有裂纹,对于小批量的应全部检查,大批量的应按照规定按照一定的比例进行抽查;还要检查齿条表面硬度,一般要求硬度为45~50HRC,承载能力较大的齿条硬度应为50~55HRC。对于齿条的有效硬化层深度,要用维氏硬度计,在齿宽中部齿的截面上,自表至里检测硬度,硬化层重点硬度值按照以下规定,临界硬度(HVHL)=0.80*设计规定的最低表面硬度
齿条磨齿机几大关键技术
因齿条的特殊性,齿条铣床加工磨齿砂轮一般较宽,一次磨削多个齿槽,此时,磨削负载较大,需要机床刚性足够好,主轴功率足够大。因齿条的特殊性,磨齿砂轮一般较宽,一次磨削多个齿槽,此时,磨削负载较大,需要机床刚性足够好,主轴功率足够大。动平衡技术 动平衡是所有磨削类机床通用的技术,砂轮主轴动平衡不好,会直接影响工件磨削精度,会造成机床加工振动大,磨削精度差。在机检测技术 通过在机检测可以快速输出检测报告,并可根据检测结果进行补偿加工,极大的缩短了由加工——三坐标检测——调整机床——再加工的过程。
防止齿条热处理的标准流程
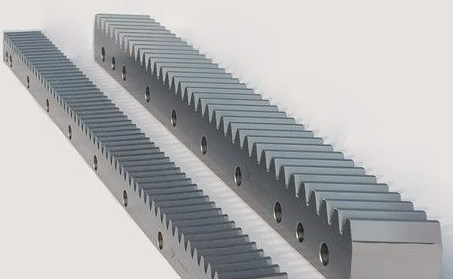
齿条是齿轮传动部件的一种,齿条铣床加工是齿轮外径趋于∞的一种特殊形式。通常情况下,扇形齿条在铣齿加工前将毛坯锻成整个圆环,整体进行热处理,热处理消除应力后将锻件圆环毛坯,按齿圈各道工序预留出加工流量,在立车上将扇形外形车成,为防止变形,车削完成后还需要进行消除应力的自然时效处理,之后再按图样实际尺寸切开,成为单个齿条,然后在进行铣齿加工
齿条形状多数为直线型,齿面硬度要求为240~280HBW。本次生产的齿条是船舶起重机浮吊上使用的传动部件,齿条选用材质为锻件42CrMo,齿面硬度为290~320HBW,齿条外形为110°扇形齿面,订货数量为4件。