全国咨询热线
全国咨询热线

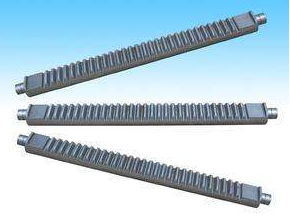
齿齿轮齿条式转向机保养要点
(1)施工现场齿轮齿条式施工升降机检验规程搜检转向齿轮端头及衬套的磨损环境,是否与上头滚珠轴承同心。如磨损严重或差别心,应更换。
(2)搜检齿条各部的磨损程度,有无缺齿,如有,则应更换齿条。
(3)搜检转向机外壳有无磨损及碎裂,如碎裂或磨损严重,应更换。
(4)搜检波形管是否破坏,如有破坏,应更换。
(5)搜检各密封圈及密封环,如有渗漏,必须更换。
(6)自锁螺母和螺栓一经拆卸必须更换。 轮齿条式转向机保养搜检
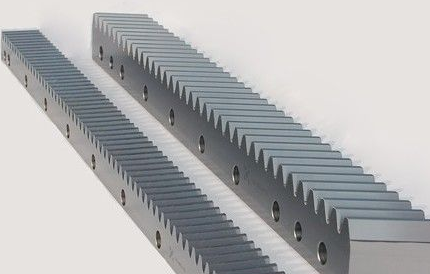
齿条加工的环节因素
施工现场齿轮齿条式施工升降机检验规程齿条刀具的一切齿形参数———齿距、齿厚、全齿高、螺旋角、后角、齿形角等均通过该工序一次成形。齿条采用接刀工艺技巧可降低大尺寸齿条刀具的加工难度,拓展线切割机床的有效加工范围。由于被加工齿条刀具的长度较大,且加工时为片面夹持,夹紧方向随螺旋角的差别而变化,与程度面不垂直,所以对夹具的刚性要求较高。 线切割机床的上、下喷嘴是按程序编制的加工轨迹挪动,喷嘴四周有较大空间,所以可根据程序的加工方向将齿条刀具的一端固定在加工路程内,另一端置于喷嘴旁的空隙处,当加工完刀具的L1段后,松开夹具,将工件在夹具定位面中沿X轴方向斜向挪动,使刀具的L2段完全进入可加工范围内并夹持紧固,而后通过测量已加工出的基准面找出第二段加工程序的起割点,通过执行第二段加工程序,即可实现整把齿条刀具的线切割加工。 由于第2段加工程序因此第1段加工程序的加工面作为参考基准,所以即使存在加工误差,也可保持误差方向的一致性,减小加工误差的影响。在加工实际中发现,如以第1段程序加工出的前一齿侧面作为测量基准效果更好,由于该面也是计划基准面,如将其作为测量基准面,则可包管基准重合。工件挪动时应保持方向不变,所以对夹具定位精度的要求也较高。在计较挪动距离时,则应考虑电极切割丝与该基准面非垂直接触惹起的测量误差,应将距离换算为X轴方向后再挪动至起割点。
精密齿条其余选择上留意:
(1)施工现场齿轮齿条式施工升降机检验规程本型录所未刊载之齿轮产品,易接受客户订製。
(2)请参照尺寸表所付的留意事项等之介绍,此外,建议事项对齿轮的应用上,也相当有助益。
(3)型录所刊载的照片,与什物有若干差异。
(4)型录所刊载的形式、尺寸等资讯,KHK公司保存变化之权利,不另行关照。

扫一扫加微信
Copyright © 2020-2022 章丘宏富达物资有限公司 All Rights Reserved. 备案号:鲁ICP备2020035380号-1 技术支持:北斗策划