全国咨询热线
全国咨询热线

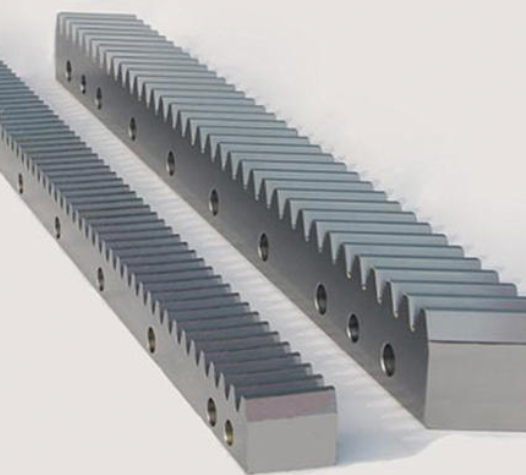
齿条表面淬火处分
经过加工,首先要对钢材形状进行分析,应为齿条根部受应力集中,施工升降机齿条 磨损因此淬火的后搜检齿根中心,该处也要到达要求。齿条齿部表面进行检验,不可以有过烧出现,看齿部是否有裂纹,对于小批量的应一切搜检,大批量的应按照规定按照必然的比例进行抽查;还要搜检齿条表面硬度,普通要求硬度为45~50HRC,承载能力较大的齿条硬度应为50~55HRC。对于齿条的有效强硬层深度,要用维氏硬度计,在齿宽中部齿的截面上,自表至里检验硬度,强硬层重点硬度值按照以下规定,临界硬度(HVHL)=0.80*设计规定的非常低表面硬度
齿条加工的利器升降台铣床
机床生产业中根据差别的加工方式和加工工艺,分出了车床、铣床、刨床、磨床、钻床、施工升降机齿条 磨损镗床等各类机床。平面加工做为零件加工工艺中非常底子的一道工序,升降台式铣床掌管了要紧的使命。 升降台铣床是一种工作台可做纵向、横向和垂直进给的铣削加工机床。它用于加工中小型零件的平面、沟槽、螺旋面或成形表面等,要紧分立式、卧式和万能式三种,铣削时,工件装夹在工作台或分度头上做纵向、横向进给运动及分度运动,铣刀做扭转切削运动。现以X62W型铣床为例介绍升降台铣床的布局。
齿条的加工方法

对付齿条的高硬度和高精度休止加工,特别是针对付齿条资料的热处置、齿形加工和堆焊铜层,施工升降机齿条 磨损应当只管即使对齿条的齿形休止两次的热处置和两次切割。 次的热处置主如果帮助齿条的资料撤销内应力,紧接着便是休止次的齿形切割,在齿形切割的时候应当预留出1-2毫米的余量;第二次对齿形休止热处置主如果为了使得齿形抵达硬度请求,紧接着会对齿条休止堆焊铜层的处置,待磨好外圆以后,应当休止第二次的切割,包管这一次的齿条和外圆的轴线像对应。 经由过程对齿条的两次热处置和两次的线切割的交替加工处置,能够使得齿条的料淬透性休止进一步的进步,使之抵达响应的硬度请求,同时还能够或许包管齿形的精度
Copyright © 2020-2022 章丘宏富达物资有限公司 All Rights Reserved. 备案号:鲁ICP备2020035380号-1 技术支持:北斗策划
