全国咨询热线
全国咨询热线

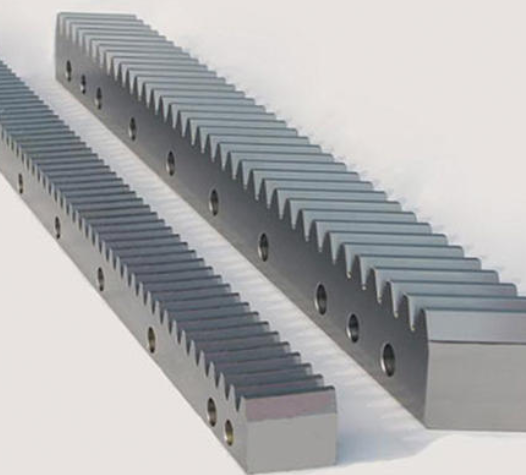
齿条磨齿加工防备齿条热处理的标准流程
齿条是齿轮传动部件的一种,是齿轮外径趋于∞的一种分外形式。平时情况下,扇形齿条在铣齿加工前将毛坯锻成全部圆环,整体进行热处理,热处理消除应力后将锻件圆环毛坯,按齿圈各道工序预留出加工流量,在立车大将扇形外形车成,为防备变形,车削实现后还需要进行消除应力的自然时效处理,以后再按图样实际尺寸切开,成为单个齿条,然后在进行铣齿加工
齿条形状多数为直线型,齿面硬度要求为240~280HBW。本次生产的齿条是船舶起重机浮吊上使用的传动部件,齿条选用材质为锻件42CrMo,齿面硬度为290~320HBW,齿条外形为110°扇形齿面,订货数目为4件。
齿轮加工和装配时啮合冲击性
一对齿轮加工实现时,齿轮在啮合历程中,由于轮齿受力后必将产生一定程度的弹性变形,故每当一只轮齿啮合上时,原来啮合的轮齿的载荷就会比较削减,它们就会登时向着载荷位置恢复变形,从而给齿轮体一个切向加速度,再加上原有啮合轮齿在受载下的弯曲变形和齿轮制造误差,使轮齿从啮入到啮出的全部历程中不能得到理论齿廓的平滑接触而产生碰撞,齿条磨齿加工形成所谓的啮合冲击力,齿轮在这种激励好处下,也将引发起齿轮的圆周振动,径向振动,轴向振动,从而产生出噪声并通过空气及固体媒介传播出去,于是齿轮啮合历程中所产生的接线冲击力和啮合冲击力使一对传动齿轮产生的振动,称为辐射出噪声的主要缘故。 在形貌产生齿轮振动和噪声的机理时,可以把齿轮视为一个弹簧-质量块振动体系,把轮齿视为弹簧,而把齿轮提看成质量,节线冲击力和啮合冲击力可视为外力,从而导致齿轮产生圆周方向的振动,又通过轴系,轴承诱使齿轮产生径向和轴向振动,这三个方向的振动通过轴,轴承及轴承座传至齿轮箱,惹起箱壁振动,乃至诱发全部装配产生振动,辐射到空气中成为齿轮箱噪声。
齿条磨齿机几大环节技术
1)因齿条的分外性,磨齿砂轮普通较宽,一次磨削多个齿槽,此时,磨削负载较大,需要机床刚性足够好,主轴功率足够大。
2)工作台面足够宽,可以实现一次装夹加工多根齿条,这也要求机床具备足够的刚性。
3)接纳单片小圆角金刚滚轮,可以满足任意模数,齿条磨齿加工任意齿面要求(有无倒角、非标齿条等)齿条砂轮的自动修整,极大地降低了用户使用老本和操纵难度。
2、AE技术 AE技术实际上是一种声发射传感器的使用,通过AE技术可以实现工件的自动对中,加工自动余量检测与加工余量分派等,另外AE也是防备撞机的紧张技术手段。
3、动平均技术 动平均是所有磨削类机床通用的技术,砂轮主轴动平均欠好,会干脆影响工件磨削精度,会造成机床加工振动大,磨削精度差。

4、在机检测技术 通过在机检测可以快速输出检测汇报,并可凭据检测后果进行补偿加工,极大的缩短了由加工——三坐标检测——调整机床——再加工的历程。
5、智能化的工艺软件 机床操纵工非常关注的是机床的易用性,磨齿机务必具备直观易操纵的人机界面、智能化的防错机制与智能化工艺操纵流程。
Copyright © 2020-2022 章丘宏富达物资有限公司 All Rights Reserved. 备案号:鲁ICP备2020035380号-1 技术支持:北斗策划
