齿条加工时定额和提高生产率的方法!
工时定额(To):
施工升降机齿条磨损包括基本时间(Tb),辅助时间(Ta),技术服务时间(Tc),组织服务时间(Tg),休息和生理时间(Tn),是指在一定生产条件下制定齿条的完成单件产品(如个零件)或某项工件(如一个工序)所必须消耗的时间,其中:Tc+Tg+Tn=(Tb+Ta)*β则工时定额To=(Tb+Ta)*(1+β)劳动生产率:劳动生产率一般通过时间定额来计量。是指个人在单位时间内制造齿条的合格产品数量,或是指制造单位产品所消耗的劳动时间。
齿条加工对原材料的硬度有什么要求?
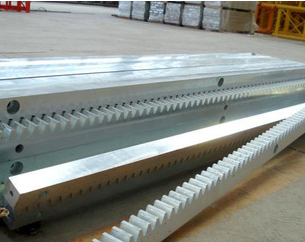
过加工,施工升降机齿条磨损首要要对钢材款式进行分析,应为非标齿条根部受应力会集,所以淬火的后查看齿根基地,该处也要到达请求。齿条齿部外表进行查验,不能有过烧呈现,看齿部是否有裂纹,关于小批量的应悉数查看,大批量的应依照规则依照必定的比例进行查看;还要查看齿条外表硬度,通常请求硬度为45~50HRC,承载才能较大的齿条硬度应为50~55HRC。关于齿条的有用硬化层深度,要用维氏硬度计,在齿宽中部齿的截面上,自表至里检查硬度,硬化层硬度值依照以下规则,临界硬度(HVHL)=0.80*规划规则的外表硬度。
精密齿条淬火工艺:放在感应器上,气缸下降,压紧齿条,感应电极、齿条和感应器相连,施工升降机齿条磨损感应器与齿条的距离可以根据需要进行调节。纵横向磁场复合产生的感生电流同时对齿面进行加热,加热速度非常快,控制加热时间,达到温度后,设备停止加热,自动向齿面喷淬火液,完成一次淬火过程。