齿条驱动是一种非常的传动方式!
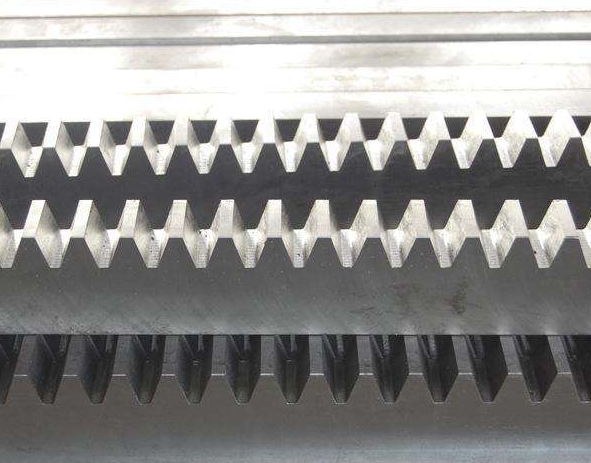
齿条驱动是一种非常的传动方式,通常被采用于轴向力较大的应用。它的优势是驱动单元整个行程长度上能保持相同的钢性;另外,对于行程大于2米的应用还具有非常好的经济性。齿条驱动是通过齿轮在一根固定的齿条上的来回转动实现传动的。原则上齿条分为两种形式:直齿条和斜齿条,标准件单根为1米,
升降机塔机齿条可定制长度为3米,多根齿条可无限长度任意对接。齿条可以根据客户要求进行铣削或者研磨加工,齿条可采用不同的材质,进行不同的硬化处理。根据不同的承载情况,客户可选择齿面材质调质、感应淬火、激光淬火等工艺。
齿条磨齿机几大关键技术
1)因齿条的特殊性,磨齿砂轮一般较宽,一次磨削多个齿槽,此时,磨削负载较大,需要机床刚性足够好,主轴功率足够大。
2)工作台面足够宽,可以实现一次装夹加工多根齿条,这也要求机床具备足够的刚性。
3)采用单片小圆角金刚滚轮,可以满足任意模数,任意齿面要求(有无倒角、非标齿条等)齿条砂轮的自动修整,极大地降低了用户使用成本和操作难度。
2、AE技术 升降机塔机齿条AE技术实际上是一种声发射传感器的应用,通过AE技术可以实现工件的自动对中,加工自动余量检测与加工余量分配等,另外AE也是防止撞机的重要技术手段。
3、动平衡技术 动平衡是所有磨削类机床通用的技术,砂轮主轴动平衡不好,会直接影响工件磨削精度,会造成机床加工振动大,磨削精度差。
4、在机检测技术 通过在机检测可以快速输出检测报告,并可根据检测结果进行补偿加工,极大的缩短了由加工——三坐标检测——调整机床——再加工的过程。
5、智能化的工艺软件 机床操作工最关注的是机床的易用性,磨齿机必须具备直观易操作的人机界面、智能化的防错机制与智能化工艺操作流程。
齿轮齿条传动噪声与哪些参数有关?
升降机塔机齿条首先是齿轮的跳动,总齿深,公法线,齿向是否合格,齿摆误差,周向节距误差是否超差。总齿深、跳动、公法线特别是齿向是否合格。齿条与齿轮的啮合间隙为0.25*模数齿轮,齿条安装后安装距离是否合适, 三种测量方法的特点常用后铣直齿圆柱齿轮,节弦齿厚和节弦齿高的测量,其特点是在测量节弦齿厚时,应以齿尖圆作为测量基准。但由于齿轮在实际工作过程中齿顶圆的精度不高,所以齿顶圆的设计和加工精度普遍较低,影响了弦齿厚度的测量精度。